Req 3b — Resins
In Req 3a, you learned about the fibers that carry loads in a composite. Now you meet the matrix — the resin that binds those fibers together, transfers stress between them, and protects them from moisture and chemicals. The resin you choose determines how the composite is manufactured, how it performs, and how it can (or cannot) be recycled.
Thermoset vs. Thermoplastic: The Fundamental Split
Before diving into specific resins, you need to understand the two broad categories.
Thermoset resins start as liquid. When mixed with a hardener or catalyst, they undergo a chemical reaction (called curing or cross-linking) that turns them into a rigid solid. This reaction is permanent — once cured, a thermoset cannot be melted or reshaped. Think of it like cooking an egg: once it is done, you cannot un-cook it.
Thermoplastic resins start as solid pellets or sheets. When heated above their glass transition temperature, they soften and can be molded into shape. When they cool, they harden. This process is reversible — you can reheat and reshape a thermoplastic as many times as you want. Think of it like ice: melt it, refreeze it, melt it again.
| Feature | Thermoset | Thermoplastic |
|---|---|---|
| Processing | Liquid → cured solid (permanent) | Heated → shaped → cooled (reversible) |
| Recyclability | Very difficult | Can be remelted and reformed |
| Chemical resistance | Excellent | Good (varies by type) |
| Typical stiffness | High | Moderate–High |
| Storage | Limited shelf life (resin + hardener) | Indefinite (solid pellets) |
| Common examples | Epoxy, polyester, vinyl ester | Nylon (PA), PEEK, polypropylene |
This requirement asks you to discuss three resins, and you must include at least one thermoset and one thermoplastic. Here are three strong choices.
Three Key Resins
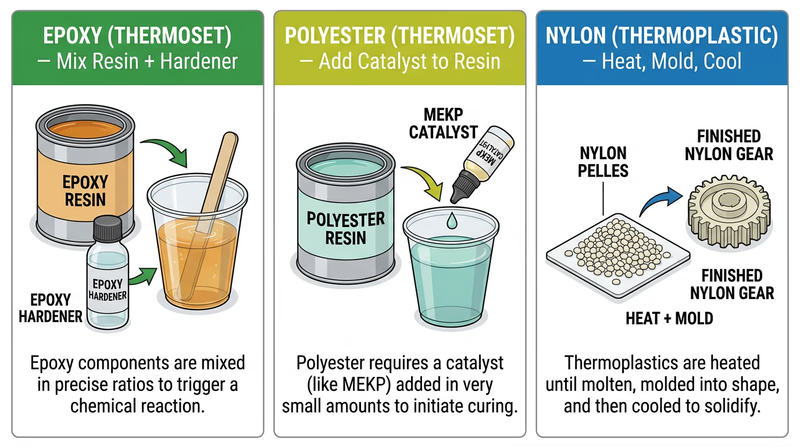
Epoxy Resin (Thermoset)
Epoxy is the premium thermoset resin — the one aerospace engineers reach for when performance matters more than cost.
How it works: Epoxy comes as a two-part system: the resin and the hardener. When mixed in the correct ratio, they react chemically to form a rigid, cross-linked polymer. Curing times range from minutes (fast hardeners) to hours (slow hardeners used in aerospace lay-ups). Some epoxies require heat to fully cure (called post-curing).
Positive characteristics:
- Excellent adhesion to fibers and other surfaces
- High mechanical strength and stiffness
- Outstanding chemical and moisture resistance
- Low shrinkage during curing (parts hold their shape accurately)
- Good fatigue resistance
- Can be formulated for many different working times and properties
Negative characteristics:
- Expensive (2–5 times the cost of polyester resin)
- Slow cure time compared to polyester
- Sensitizer — repeated skin contact can cause permanent allergic reactions
- Requires precise mixing ratios (incorrect ratios mean the part will not cure properly)
- Not recyclable once cured
Common uses: Aircraft structures, high-performance sporting goods, marine coatings, wind turbine blades, printed circuit boards, structural adhesives.
Polyester Resin (Thermoset)
Polyester resin is the workhorse of the composites industry — affordable, easy to use, and suitable for a wide range of applications.
How it works: Polyester resin cures when a small amount of catalyst (typically MEKP — methyl ethyl ketone peroxide) is added. The catalyst triggers a free-radical chain reaction that cross-links the resin. Cure time can be adjusted by varying the amount of catalyst and the temperature.
Positive characteristics:
- Low cost — the most affordable thermoset resin
- Fast cure time (can gel in 15–30 minutes at room temperature)
- Easy to use — tolerant of imprecise mixing
- Good corrosion resistance
- Wide availability — hardware stores carry it
Negative characteristics:
- Strong, unpleasant styrene odor during curing (a VOC that requires ventilation)
- Higher shrinkage during cure than epoxy (can cause warping)
- Lower adhesion to fibers compared to epoxy
- Weaker mechanical properties than epoxy
- Brittle — less impact-resistant than epoxy or vinyl ester
- Styrene emissions are a health and environmental concern
Common uses: Boat hulls, bathtubs, shower stalls, automotive body filler (Bondo), fiberglass panels, swimming pools, decorative castings.
Nylon (Polyamide) (Thermoplastic)
Nylon represents the thermoplastic side of composite resins. When reinforced with short or continuous fibers, nylon composites are increasingly common in automotive and industrial applications.
How it works: Nylon pellets are heated above their melting point (around 220–260°C depending on type), mixed with chopped fibers, and injected into molds at high pressure. The material cools and solidifies in the mold shape. For continuous fiber composites, nylon films are layered with fiber fabric and heated in a press.
Positive characteristics:
- Recyclable — can be remelted and reformed multiple times
- Excellent toughness and impact resistance
- Good abrasion and wear resistance
- No chemical curing reaction — no pot life concerns, no exothermic risk
- Fast processing (injection molding cycles measured in seconds)
- No VOC emissions during processing (just heat, no solvents)
Negative characteristics:
- Absorbs moisture from the air, which weakens the material and changes dimensions
- Requires high processing temperatures (energy-intensive)
- Lower chemical resistance than epoxy — attacked by strong acids
- Lower stiffness than thermoset composites (unless reinforced with continuous fibers)
- Equipment for thermoplastic composite processing is expensive
Common uses: Automotive engine covers, intake manifolds, structural brackets, cable ties (zip ties are nylon), sports equipment, industrial gears and bearings, 3D-printed parts.
Reading the SDS for Resins
Just like with reinforcement materials, you need to obtain and read the SDS for each resin you choose. Here is what to focus on:
Toxicity (Sections 2, 11)
- Epoxy: Resin is an irritant; hardener is a sensitizer and corrosive. Both are toxic if swallowed. Long-term exposure to uncured epoxy components can affect the liver and kidneys.
- Polyester: Styrene monomer is the primary concern — classified as a possible carcinogen by IARC (Group 2B). MEKP catalyst is an oxidizer and corrosive — contact with eyes can cause permanent damage.
- Nylon: Low toxicity in solid form. Processing fumes at high temperatures can be irritating but are generally low-risk with basic ventilation.
Disposal (Section 13)
- Epoxy and Polyester: Cure all liquid resin before disposal. Never pour liquid resin down a drain. Fully cured resin is generally non-hazardous solid waste. Containers with liquid residue are hazardous waste.
- Nylon: Recyclable as industrial scrap. Solid waste is non-hazardous. No special disposal requirements for formed parts.
Safe Handling (Sections 7, 8)
- Epoxy: Nitrile gloves, safety glasses, organic vapor respirator. Avoid skin contact completely. Work in ventilated area.
- Polyester: Nitrile gloves, safety glasses, organic vapor respirator (mandatory — styrene fumes). Store MEKP separately from resin. Never mix MEKP with acetone (explosive combination).
- Nylon: Heat-resistant gloves when handling at processing temperature. Eye protection. Standard industrial ventilation for thermal processing.
You now understand both halves of the composite equation — reinforcements and resins. For the next requirement, you get to think like an inventor.